In the world of Fused Deposition Modeling (FDM), it’s understood that post-processing will likely be required for most prints. The flexibility of this technology has allowed for parts to have intricate geometries and shapes. However, this often requires additional support structures to be placed in the build that needs to be removed before the final part can be used.
It’s important to understand why supports are necessary, what types of supports are available for FDM prints, and how to best set up your operation for success for better FDM support removal.
Why are Supports Needed?
3D printing with FDM technology can create complex geometries and shapes. However, some designs have intricate features that can pose a printing challenge, specifically prints that require overhangs exceeding 45° or protruding surfaces greater than 10mm. Support structures are essential for maintaining the structural integrity of these 3D-print designs during their creation.

These support structures act as temporary scaffolding, propping up the overhanging or protruding regions as the printer deposits the subsequent layers. These additional structures provide support, ensuring the filament adheres correctly, keeping the intended shape of the design. Without these supports, the molten filament material used for FDM may sag or droop, leading to inaccuracies and distortions in the final print.
It’s important to note: the need for support structures depends on the 3D printer, filament, and temperature you are printing with.
Common FDM Support Materials
While there are many types of FDM support materials, it’s important to understand there are two major categories of FDM support structures: soluble and breakaway supports.
Soluble supports are made of a secondary material that provides temporary support to the FDM 3d printed part during the printing process. These supports are made from a different soluble material than the part material and are dissolved in a specific solvent, typically water or a chemical solution. After the 3D printing is complete, the printed object is immersed in the solvent, causing the soluble support material to dissolve completely, leaving behind the finished, clean object without manual support removal. Examples of soluble supports are SR-30 and SR-35.

Breakaway supports another type of support structure used in FDM 3D printing. Unlike soluble supports, which dissolve in a specific solvent after printing, breakaway supports are removed manually after the printing process is complete. The breakaway support material is weaker and more brittle than the main printing material, so it can be snapped or broken away from the printed object. To remove these breakaway supports, pliers or hand tools are used to gently break or peel supports away from the printed part. Examples of breakaway support materials are P-400R, PC-BASS, PPSF-BASS, and SUP800B.
Best Practices for Support Removal for FDM Parts
As we’ve discussed, many FDM builds require soluble supports and/or breakaway supports that need to be removed before the part is complete. Manufacturers may face bottlenecks due to labor requirements with traditional support removal methods.
With all this in mind, there are a few best practices to consider when printing with FDM to improve your post-processing.
Look at your design file.
Reducing the amount of support structures is the most obvious way to reduce your post-processing time. Changing your part design to have fewer severe angles can reduce the number of supports needed.
Part orientation also plays a major factor in how supports are used in your design. Consider slicing software like GrabCAD Print or Insight to reduce support material for your FDM 3D printing. These software tools enable you to preview the print job, estimate required time and material, and assess support needs.
Try an automated solution.
Our automated and intelligent solutions that feature our VVD spray technology offer an alternative to traditional post-processing. They were designed to address the common post-processing challenges by eliminating soak tanks and manual support removal. Our BASE™ and VORSA 500™ solutions leverage our VVD technology that takes a novel approach to FDM support removal that is rooted in software.
Why VVD Technology?
But why would you consider an automated solution? Here are just a few of the reasons our support removal solutions are better than traditional methods:

- Rapid Support Removal: Configurable agitation efficiently dissolves support material, ensuring consistent support removal with industry-leading cycle times. An automated solution can reduce support removal processing times by 80%.
- Reduced Dry Times: By minimizing exposure to chemistry and eliminating the submersion process, the opportunity for material absorption is reduced, resulting in faster dry times. The typical drying time reduction is greater than 60% (about ⅓ as long) compared to typical submersion tanks.
- Consistent Results: The ability to bundle crucial parameters into recipes guarantees consistent processing, enabling a predictable workflow. Sensor monitoring ensures that energy sources contributing to mRoR (mechanical rate of removal) & cRoR (chemical rate of removal) remain within optimal ranges during each cycle.
- Reduced Part Damage: Low-pressure agitation, precise temperature control, and limited exposure time, combined with auto-dosed chemistry, minimize the risk of warping delicate geometries.
- Increased Detergent Capacity: The technology allows for over 2 times the support material weight per volume of detergent compared to alternative soluble concentrates. This reduces manual labor time between changeovers and recurring disposal costs.
If you’re ready to experience an elevated post-processing solution, be sure to sign up for our FDM How it Works webinar happening on September 26th at 10:00 AM EST. Register here.
-> Want to connect? Contact Us
-> Return to Blog Homepage



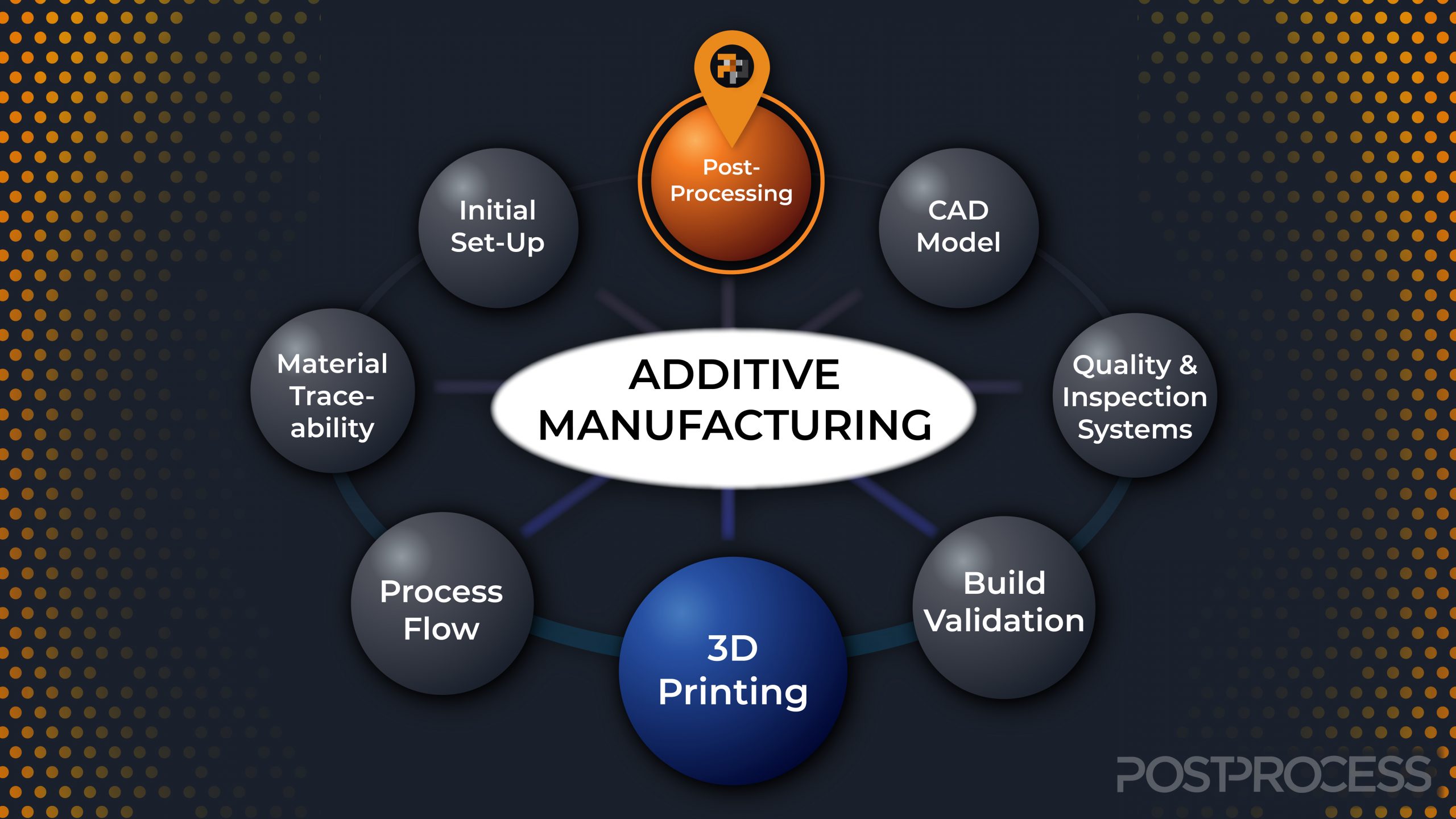 On the other hand, Additive Manufacturing features 3D printing as an element of its overall process. But it encompasses so much more than just 3D printing. Additive manufacturing requires 3D printers, but they are only one part of the term. Additive involves a much more complex and in-depth industrial manufacturing process, including the entire print workflow. It encompasses multiple processes, while 3D printing refers to only a small part of the process.
On the other hand, Additive Manufacturing features 3D printing as an element of its overall process. But it encompasses so much more than just 3D printing. Additive manufacturing requires 3D printers, but they are only one part of the term. Additive involves a much more complex and in-depth industrial manufacturing process, including the entire print workflow. It encompasses multiple processes, while 3D printing refers to only a small part of the process.