Out of all of the 3D print technologies on the market, Fused Deposition Modeling (FDM) takes the cake regarding cumbersome surface finishing. Surface finishing FDM parts is notoriously difficult on account of persistent, pesky issues like layer lines and seams. However, by taking the time to be strategic about how you print, you can proactively facilitate your FDM surface finishing process with design considerations. It always pays to think ahead!
Read on for our top five recommendations for the “smoothest” (pun intended) FDM surface finishing process possible.
1. Print Orientation 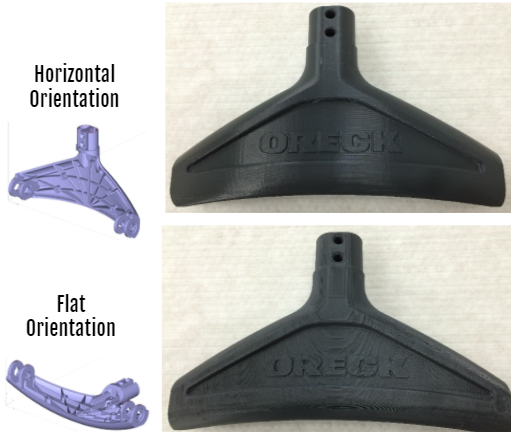
For optimal end part results, you’ll want to do minimal hands-on surface finishing, and print off a part that is as close to complete as possible. To achieve this, consider the difference that using contour tool paths as opposed to raster tool paths make.
Though it may seem counterintuitive because of how much faster raster tool paths print, the rule of thumb for improved surface finishing is to use contour tool paths on as many exterior surfaces as possible. Raster tool paths almost always take longer to surface finish and leave behind an eminently subpar end result.
In the image shown here the top vacuum part is printed with contour tool paths in a horizontal orientation, while the bottom was printed using raster tool paths in a flat orientation. While the difference in surface finish quality is obvious, you may also be surprised that, when considering total part-in-hand time, the top part has an overall shorter cycle time.
2. Seam Placement
Of course, the main hindrance of FDM is its need to start and stop printing at each layer of a part, thus forming troublesome seams. However, to mitigate the amount of work that must be put into sanding off seam lines, you can think strategically about seam placement while designing your part. The location of your seam can easily be changed within the slicing software. Popular methods to minimize the visibility of seams include placing them along the bottom of the part, as well as spreading them out across the part.
3. Material Selection
Most of the time, print material section is driven by requirements such as strength, chemical/temperature resistance, and even color. While virtually all materials used in FDM printing surface finish well, softer thermoplastics tend to finish faster. For example, PostProcess’s automated surface finishing machines – the RADOR and DECI Duo, can effectively finish a soft material like ABS much faster than a harder, stronger material like Ultem.
4. Printer Slice Height
Depending on the FDM printer and material, you can choose from various preset slice heights ranging from 0.005″ to 0.013″. In some cases, the thinner the slice height, the better your surface finish will be on the Z-axis of the build. The caveat is that thin slice heights often require longer print time.
5. Part Fill/ Contour Passes
If you’re familiar with FDM technology, you’re aware that parts can either be printed as solid or sparse fill. Sparse fill parts reduce internal density, save on material used, and shorten print time, but lack the strength and resistance that solid parts are equipped with. It’s important to keep the fragility of sparse fill parts in mind when surface finishing, and to decipher if a sparse fill part is worth risking breakage during surface finishing.
To strengthen a sparse fill part, you may want to consider adding additional contour toolpaths to prevent possible issues like breakage, delamination, and the exposure of internal raster tool paths.
To minimize or even fully eliminate hands-on surface finishing, check out this video on our Suspended Rotational Force (SRF) automated technologies for FDM. If you’re printing with FDM and are eager to reduce your time spent on support removal, explore our blog post on DfAM: How to Reduce Support Removal Time for FDM. Learn more about the technologies for automated your FDM post-printing operations and how you can achieve dramatic improvements to your workflow here.
-> Want to connect? Contact Us
-> Return to Blog Homepage